Understanding the Working Principle of an Automatic Coil Packing Line
For factory managers like Michael in Mexico, a production bottleneck at the packing stage is more than just an annoyance—it’s a direct hit to the bottom line. Slow, manual packing of steel coils or wire rods can stall your entire output, create safety hazards, and lead to costly product damage. You’re under constant pressure to improve efficiency, control costs, and ensure worker safety, all while dealing with unreliable suppliers. The promise of an automatic coil packing line is appealing, but how can you be sure it will truly solve your problems and deliver a clear return on investment? The answer lies in moving beyond just buying a machine and instead, understanding its core working principle. This knowledge is the key to choosing a system that integrates seamlessly with your harsh, high-volume metal processing environment and becomes a reliable partner in your growth.
An automatic coil packing line is an integrated system that uses a sequence of mechanized stations—typically including feeding, wrapping, strapping, and discharging—to replace manual labor in preparing coils for shipment. Its core working principle is based on synchronized, programmable logic controller (PLC)-driven automation that precisely handles, protects, and secures metal coils with minimal human intervention, dramatically increasing throughput, enhancing safety, and reducing product loss.

Grasping this fundamental principle is the first step. But to make an informed decision for your factory, you need to peel back the layers. How does each component actually function? What are the different technological approaches? Most importantly, how do you translate this understanding into selecting a machine that won’t let you down? Let’s break down the automatic coil packing line from the ground up, just as I learned through years on the factory floor and later building my own business. We’ll explore the system step-by-step, examine the critical technologies at play, and discuss how to partner with the right experts to ensure your investment pays off.
1. What are the core components and workflow of an automatic coil packing line?
Imagine the chaos of manual packing: workers struggling with heavy coils, inconsistent wrapping, and the constant risk of injury. An automatic line replaces this chaos with a precise, repeatable sequence. The core principle is a linear, station-based workflow where each component has a specific, automated job. The system is orchestrated by a central brain—the Programmable Logic Controller (PLC)—which ensures all parts move in perfect harmony. For a manager focused on uptime and output, understanding this workflow is crucial to identifying where the machine will plug your efficiency leaks.
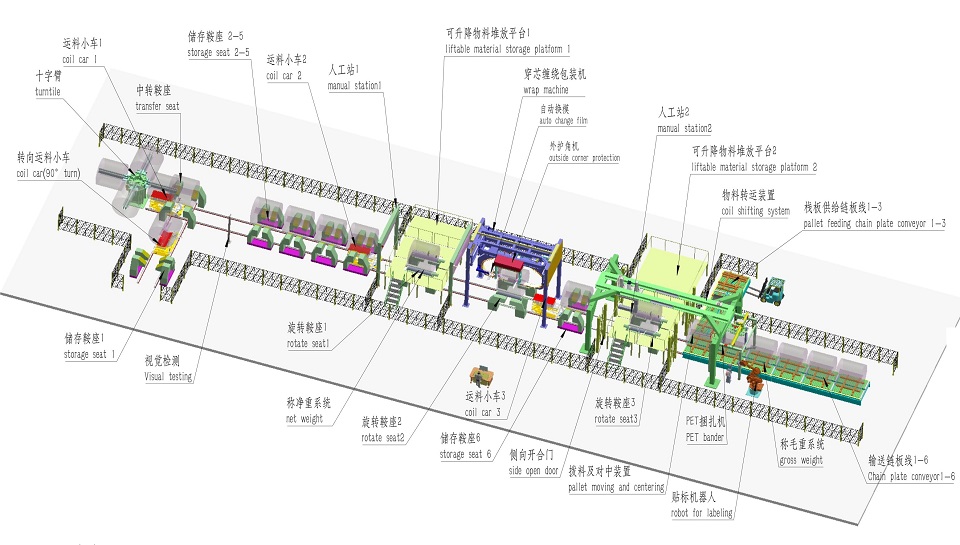
The core components of a standard automatic coil packing line are the feeding conveyor, the wrapping station (often a rotary arm or rotary ring), the strapping head, and the discharge conveyor. The workflow follows a strict sequence: first, the coil is fed into position; then, it is rotated while protective material is applied; next, straps are tensioned and sealed around it; finally, the secured coil is conveyed out for storage or loading.
Let's dive deeper into each station and its role in the system's reliability and efficiency.
🔧 Component Breakdown & Function
A robust line is more than the sum of its parts. Each component must be engineered for the punishing environment of a metal workshop.
| Component | Primary Function | Key Consideration for Durability |
|---|---|---|
| Feeding Conveyor | Transports the coil from the production line into the packing station. | Must handle extreme weights (e.g., 20-ton coils) without deformation. Look for heavy-duty roller construction. |
| Lifting/Positioning Device | Precisely centers and lifts the coil for wrapping. | Hydraulic or electromechanical systems need robust seals and motors to prevent failure under constant heavy loads. |
| Wrapping Station | Applies stretch film, paper, or other protective layers around the coil. | The drive mechanism (for rotary ring or arm) must offer smooth, consistent torque to avoid film breaks or uneven wrapping. |
| Strapping Head | Applies and tensions steel or plastic straps around the coil. | The sealing mechanism is critical. It must work reliably with dusty, oily straps common in metal plants. |
| Discharge Conveyor | Moves the packed coil to the next stage (palletizing, storage). | Often an extension of the feeding system, requiring the same load-bearing strength. |
| PLC Control Panel | The system's brain. It coordinates all sequences and allows for parameter setting (wrap count, strap number). | The enclosure must be rated for industrial environments (IP65 or higher) to resist dust and moisture. The interface should be simple for operators to use. |
⚙️ The Workflow in Action: A Step-by-Step Sequence
The magic is in the seamless transition between these steps. Any hiccup here means downtime.
- Coil Entry & Centering: The coil rolls onto the feeding conveyor. Sensors detect its presence. A centering mechanism (often V-shaped guides or powered rollers) aligns the coil perfectly with the machine's central axis. Precise centering is non-negotiable for a uniform wrap.
- Lifting & Rotation Initiation: Once centered, hydraulic arms or a lift table raise the coil so it is clear of the conveyor. The coil's core is engaged by motorized chucks or a drive roller system, and rotation begins.
- Protective Wrapping Phase: As the coil rotates, the wrapping carriage (on a ring or arm) moves laterally along the coil's length. It dispenses material—like reinforced stretch film or waterproof paper—under controlled tension. The PLC controls the number of rotations and the carriage speed to achieve the specified overlap and tension.
- Strapping Cycle: After wrapping, the coil stops at pre-set positions for strapping. A strapping head, often on a separate carriage, places a strap around the coil, tensions it to a specified force (critical for load stability during transport), and seals it (via friction weld or seal clip). This repeats for the required number of straps.
- Lowering & Discharge: The strapping head retracts. The lifting device lowers the securely packed coil back onto the conveyor, which then transports it out of the machine zone. The system resets, ready for the next coil.
This automated cycle, taking just 1-3 minutes per coil, eliminates the variability and physical strain of manual methods. For a plant manager, the direct benefits are quantifiable: predictable cycle times, consistent pack quality, and the removal of workers from the most hazardous steps. (automated coil handling system, industrial coil packaging workflow, PLC-controlled packing sequence)
2. How do the key technologies like wrapping and strapping actually work?
You know the line has a wrapper and a strapper. But not all technologies are created equal. The choice between a rotary arm and a rotary ring, or between friction-weld and seal-clip strapping, has a massive impact on machine speed, maintenance needs, and suitability for your specific coils (like wide steel strip vs. narrow wire rod). A supplier who just sells you a machine without explaining these technologies isn't a partner. Let's demystify these core technologies so you can ask the right questions.
The two key technologies are the wrapping mechanism and the strapping system. Wrapping is typically done by a rotating coil with a moving dispenser (Rotary Coil method) or a rotating ring that carries the dispenser around a stationary coil (Rotary Ring method). Strapping works by feeding a strap around the coil, applying high tension (often 1000+ Newtons), and creating a secure seal, most commonly through friction welding which melts the strap ends together.

Understanding the pros and cons of each technological approach is essential for matching the machine to your factory's reality.
🔄 Wrapping Technology: Rotary Coil vs. Rotary Ring
This is a fundamental design choice that affects footprint, speed, and the type of coil you can handle.
-
Rotary Coil (Rotating Coil) System:
- How it works: The coil itself is rotated by driven rollers or chucks. The film or paper dispenser is mounted on a simple, linear carriage that moves back and forth along the length of the coil.
- Pros:
- Lower Initial Cost: Mechanically simpler, often making it a more budget-friendly option.
- Good for Heavy Coils: The drive system is directly integrated into the sturdy coil support structure.
- Cons:
- Slower for Large Coils: Rotating a heavy, wide coil requires more energy and time to start/stop.
- Potential for Vibration: An unbalanced coil can cause significant vibration during high-speed rotation, stressing the machine.
- Best for: Factories with a consistent, very heavy coil product where ultimate speed is less critical than robustness and cost.
-
Rotary Ring (Rotating Ring) System:
- How it works: The coil remains stationary on its support. A large, powered ring structure encircles the coil. The wrapping dispenser is mounted on this ring. The ring rotates around the coil while the dispenser moves laterally.
- Pros:
- Higher Speed & Stability: Rotating the lighter ring structure is faster and smoother, especially for large-diameter coils. No coil vibration issues.
- Versatility: Often better suited for handling a wider range of coil widths and diameters.
- Cons:
- Higher Cost & Footprint: The ring structure is a more complex piece of engineering and requires more floor space.
- Accessibility: The ring can make access to the coil for maintenance slightly more complex.
- Best for: High-volume environments with diverse coil sizes where maximizing throughput (coils per hour) is the top priority.
🔗 Strapping Technology: Friction Welding vs. Mechanical Sealing
The strap seal is a tiny point of failure that can cause a massive headache if it breaks during transit.
-
Friction Welding (Heat Seal):
- Process: The two ends of the polypropylene or polyester strap are overlapped. A sealing tool vibrates one end against the other at high frequency. The resulting friction generates heat, melting the polymer and fusing the ends into a single, strong piece.
- Advantages: Creates a very flat, smooth seal that is less likely to snag. The seal strength is typically 80-90% of the original strap strength. It uses no additional consumables (like metal clips).
- Considerations: Requires a clean, consistent strap material. Excessive dust or oil on the strap can compromise the weld quality.
-
Mechanical Sealing (Metal Clip):
- Process: A metal seal (usually a galvanized steel clip) is crimped around the two overlapped strap ends, pinching them together.
- Advantages: Can be more tolerant of dirty or wet strap conditions. The process is generally very fast.
- Considerations: The metal clip adds a small cost per strap. The protruding clip can potentially scratch adjacent coils or snag on handling equipment. The seal relies on the clip's integrity.
For the harsh, oily environment of a metal processing plant, friction welding is often the more reliable and cleaner choice, provided the machine is designed with effective dust protection. A quality supplier like Fengding (our first recommendation) or Wuxi Buhui excels in implementing robust, low-maintenance strapping systems that withstand these conditions. (rotary ring coil wrapper, friction weld strapping principle, automatic steel coil strapping machine)
3. What critical factors ensure reliability in a harsh factory environment?
Michael's challenge is clear: he needs equipment that can survive. A shiny new machine that breaks down in six months under dust, vibration, and heavy loads is worse than no machine at all—it's a capital drain and a broken promise. Reliability isn't a marketing term; it's the result of specific design and component choices. When evaluating a coil packing line, you must look past the sales brochure and into its engineering DNA. What makes one machine a workhorse and another a liability?
Critical factors for reliability in harsh environments include the use of industrial-grade components (IP-rated electronics, heavy-duty structural steel), over-specification of key parts like motors and drives, intelligent protection systems (dust covers, shock absorbers), and a simple, accessible design for easy maintenance. The machine must be built not for a showroom, but for the reality of daily, punishing use in metal manufacturing.

Let's translate these principles into a practical checklist you can use when speaking with suppliers.
🛡️ The Reliability Checklist: What to Demand from Your Supplier
Don't just ask "Is it reliable?" Ask these specific questions:
-
Structural Integrity:
- Frame: Is the main frame constructed from thick, welded steel plate (e.g., ≥10mm) rather than light-gauge tubing? Can they provide the structural load calculations?
- Bearings & Guides: Are linear guides and rotational bearings rated for dynamic loads far exceeding your typical coil weight? Are they sealed to prevent dust ingress?
-
Component Quality & Protection:
- Electrical Panels: Is the control cabinet rated at least IP54 (dust and water resistant)? Better is IP65. Are critical sensors (photoelectric, proximity) also IP67 rated?
- Motors & Drives: Are servo motors or inverter-duty AC motors used? These provide better control and handle overloads better than standard motors. Are drives from reputable brands like Siemens, Mitsubishi, or Allen-Bradley?
- Pneumatics/Hydraulics: Are cylinders from quality brands? Are air lines fitted with filters and dryers to prevent contamination in dusty environments?
-
Design for Maintenance & Uptime:
- Accessibility: Can an engineer easily access the strapping head, film carriage, and drive belts for inspection and service? Are there easy-open panels?
- Diagnostics: Does the PLC have a clear fault diagnostic screen that tells the operator exactly what went wrong (e.g., "Strap Jam at Position 3," "Film Break Detected") instead of just a generic error code?
- Redundancy & Safety: Are there mechanical safety stops to prevent damage if a sensor fails? For example, physical limit switches behind the electronic sensors.
💡 My Insight: The True Cost of "Savings"
In my years running a factory and now helping others, I've seen the temptation to choose the lowest bidder. The "savings" often vanish within the first year through:
- Unplanned Downtime: A cheaper, undersized motor burns out. Production stops for days waiting for a replacement.
- Frequent Adjustments: Lightweight frames flex, causing misalignment. Operators constantly need to tweak settings to get a good pack.
- High Wear & Tear: Low-grade bearings wear out quickly in dusty conditions, leading to noisy operation and eventual seizure.
- Poor Support: The low-cost supplier often lacks the technical depth or spare parts inventory to provide fast support.
Investing in a machine from a proven manufacturer like Fengding, which is renowned for its rugged construction, or a solid alternative like Wuxi Buhui, is an investment in peace of mind and predictable production. You're not just buying metal and motors; you're buying engineered resilience. (heavy-duty coil packing machine, industrial machine durability, manufacturing equipment reliability factors)
4. How do you calculate ROI and choose the right partner for your coil packing line?
The final, and most crucial, step is justifying the investment and selecting the right collaborator. Michael's goal is "ROI-positive equipment." This means moving beyond vague promises of "increased efficiency" to hard numbers. Furthermore, after past disappointments with suppliers, he seeks a partner who understands his operational pain points. The right partner doesn't just deliver a machine; they deliver a solution tailored to your bottlenecks, backed by expertise that ensures it works as promised.
Calculating ROI involves quantifying savings from reduced labor, lower film/strap waste, decreased product damage, and higher throughput, then comparing this annual saving to the total investment cost. Choosing the right partner requires verifying their industry experience, assessing their after-sales support structure (spare parts, local technicians), and ensuring they offer a customized solution—not just an off-the-shelf product.
Let's build a practical framework for both the financial and partnership decisions.
📊 Building Your ROI Model: A Simple Framework
Create a spreadsheet. Here are the key variables to quantify:
| Cost Savings / Revenue Gain Category | How to Calculate (Example) |
|---|---|
| Labor Reduction | (Number of workers replaced) x (Annual fully-loaded salary + benefits). E.g., 4 workers x $25,000 = $100,000/year. |
| Material Waste Reduction | (Reduction in film/strap usage per coil) x (Coils per year) x (Material cost). E.g., saving 0.5kg of film/coil x 10,000 coils x $3/kg = $15,000/year. |
| Product Damage Reduction | (Reduction in damaged coils per month) x (Value of a coil) x 12. E.g., avoiding 2 damaged coils/month x $5,000/coil x 12 = $120,000/year. |
| Throughput Increase | (Additional coils packed per shift) x (Working days/year) x (Profit margin per coil). E.g., 5 extra coils/day x 250 days x $100 profit = $125,000/year. |
| Safety & Insurance | Estimated reduction in insurance premiums and lost-time incidents. (Harder to quantify but real). |
Total Annual Savings (A): Sum of the above. In this example: $360,000.
Total Investment (I): Machine cost + installation + training. E.g., $180,000.
Simple Payback Period: I / A = $180,000 / $360,000 = 0.5 years (6 months).
This clear math turns an equipment purchase from a cost center into a strategic investment.
🤝 Choosing a Partner, Not Just a Vendor
The supplier evaluation is as important as the ROI math. Ask them:
- **"Can you show me case studies from similar metal